上海嘉定百安公路538号2号楼
上海嘉定百安公路538号2号楼



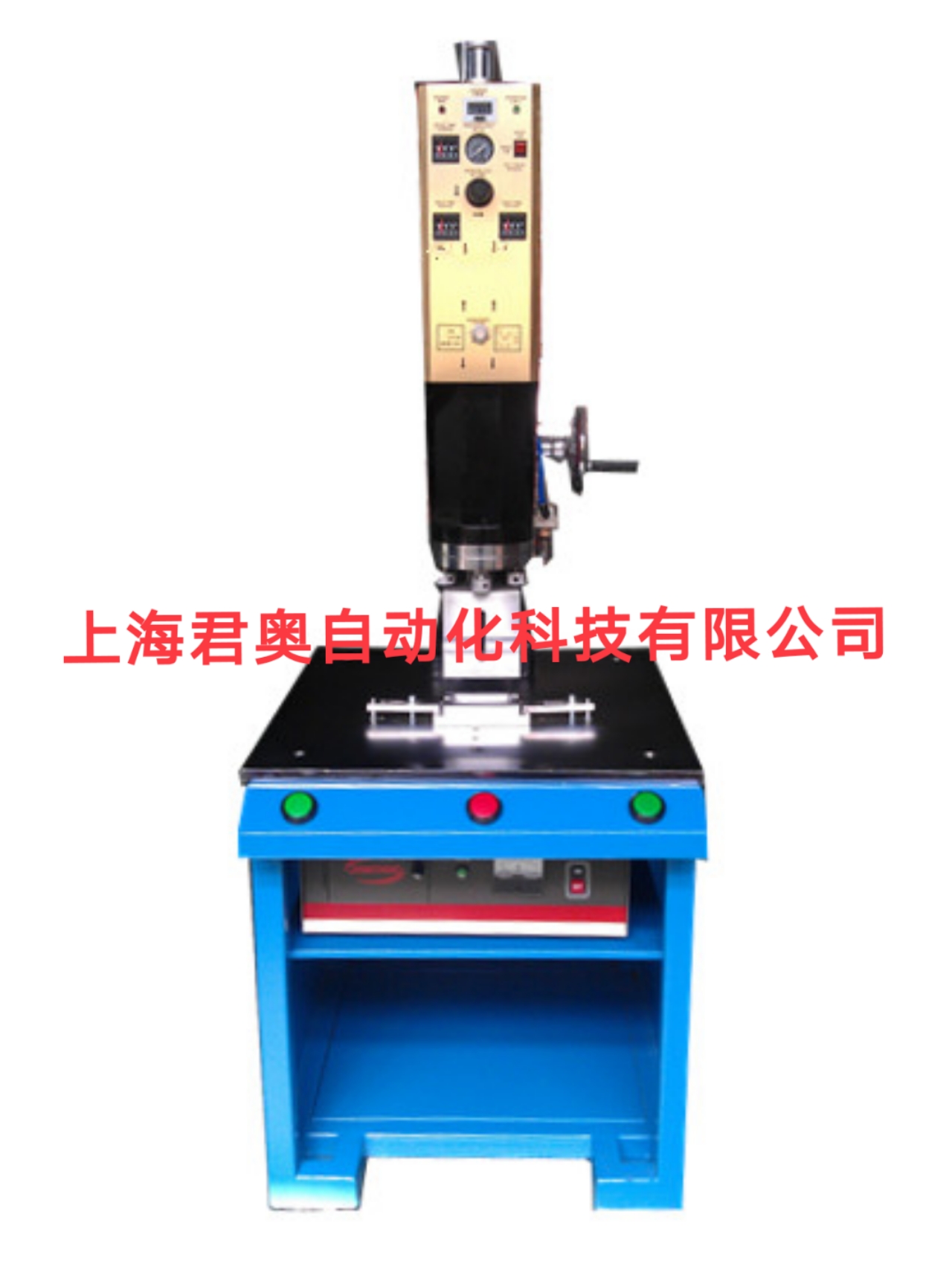
带底座经济型超声波焊接机
超声波金属焊接是利用高频振动波传递到两个需焊接的金属表面,在加压的情况下,使两个金属表面相互摩擦而形成分子层之间的熔合,其优点在于快速、节能、熔合强度高、导电性好、无火花、接近冷态加工;缺点是所焊接金属件不能太厚(一般小于或等于5mm)、焊点位不能太大、需要加压。
焊接优点
1)、焊接材料不熔融,不脆弱金属特性。
2)、焊接后导电性好,电阻系数极低或近乎零。
3)、对焊接金属表面要求低,氧化或电镀均可焊接。
4)、焊接时间短,不需任何助焊剂、气体、焊料。
5)、焊接无火花,环保安全。
超声波金属焊接适用产品
1)、镍氢电池镍氢电池镍网与镍片互熔与镍片互熔。
2)、锂电池、聚合物电池铜箔与镍片互熔,铝箔与铝片互熔。
3)、电线互熔,偏结成一条与多条互熔。
4)、电线与名种电子元件、接点、连接器互熔。
5)、名种家电用品、汽车用品的大型散热座、热交换鳍片、蜂巢心的互熔。
6)、电磁开关、无熔丝开关等大电流接点,异种金属片的互熔。
7)、金属管的封尾、切断可水、气密。
超声波塑料焊接原理
当超声波作用于热塑性的塑料接触面时,会产生每秒几万次的高频振动,这种达到一定振幅的高频振动,通过上焊件把超声能量传送到焊区,由于焊区即两个焊接的交界面处声阻大,因此会产生局部高温。又由于塑料导热性差,一时还不能及时散发,聚集在焊区,致使两个塑料的接触面迅速熔化,加上一定压力后,使其融合成一体。当超声波停止作用后,让压力持续几秒钟,使其凝固成型,这样就形成一个坚固的分子链,达到焊接的目的,焊接强度能接近于原材料强度。(技术支持常经理18801850672.)超声波塑料焊接的好坏取决于换能器焊头的振幅,所加压力及焊接时间等三个因素,焊接时间和焊头压力是可以调节的,振幅由换能器和变幅杆决定。这三个量相互作用有个适宜值,能量超过适宜值时,塑料的熔解量就大,焊接物易变形;若能量小,则不易焊牢,所加的压力也不能太大。这个最佳压力是焊接部分的边长与边缘每1mm的最佳压力之积。
超声波金属焊接原理是利用超声频率(超过16KHz )的机械振动能量,连接同种金属或异种金属的一种特殊方法.金属在进行超声波焊接时,既不向工件输送电流,也不向工件施以高温热源,只是在静压力之下,将框框振动能量转变为工作间的摩擦功、形变能及有限的温升.接头间的冶金结合是母材不发生熔化的情况下实现的一种固态焊接.因此它有效地克服了电阻焊接时所产生的飞溅和氧化等现象.超声金属焊机能对铜、银、铝、镍等有色金属的细丝或薄片材料进行单点焊接、多点焊接和短条状焊接.可广泛应用于可控硅引线、熔断器片、电器引线、锂电池极片、极耳的焊接。

超声波焊接是利用高频振动波传递到两个需焊接的物体表面,在加压的情况下,使两个物体表面相互摩擦而形成分子层之间的熔合。
超声波金属焊接特点超声波金属焊接是利用高频振动波传递到两个需焊接的金属表面,在加压的情况下,使两个金属表面相互摩擦而形成分子层之间的熔合,其优点在于快速、节能、熔合强度高、导电性好、无火花、接近冷态加工;缺点是所焊接金属件不能太厚(一般小于或等于5mm)、焊点位不能太大、需要加压。
焊接优点
1)、焊接材料不熔融,不脆弱金属特性。
2)、焊接后导电性好,电阻系数极低或近乎零。
3)、对焊接金属表面要求低,氧化或电镀均可焊接。
4)、焊接时间短,不需任何助焊剂、气体、焊料。
5)、焊接无火花,环保安全。
超声波金属焊接适用产品
1)、镍氢电池镍氢电池镍网与镍片互熔与镍片互熔。
2)、锂电池、聚合物电池铜箔与镍片互熔,铝箔与铝片互熔。
3)、电线互熔,偏结成一条与多条互熔。
4)、电线与名种电子元件、接点、连接器互熔。
5)、名种家电用品、汽车用品的大型散热座、热交换鳍片、蜂巢心的互熔。
6)、电磁开关、无熔丝开关等大电流接点,异种金属片的互熔。
7)、金属管的封尾、切断可水、气密。
超声波塑料焊接原理
当超声波作用于热塑性的塑料接触面时,会产生每秒几万次的高频振动,这种达到一定振幅的高频振动,通过上焊件把超声能量传送到焊区,由于焊区即两个焊接的交界面处声阻大,因此会产生局部高温。又由于塑料导热性差,一时还不能及时散发,聚集在焊区,致使两个塑料的接触面迅速熔化,加上一定压力后,使其融合成一体。当超声波停止作用后,让压力持续几秒钟,使其凝固成型,这样就形成一个坚固的分子链,达到焊接的目的,焊接强度能接近于原材料强度。(技术支持常经理18801850672.)超声波塑料焊接的好坏取决于换能器焊头的振幅,所加压力及焊接时间等三个因素,焊接时间和焊头压力是可以调节的,振幅由换能器和变幅杆决定。这三个量相互作用有个适宜值,能量超过适宜值时,塑料的熔解量就大,焊接物易变形;若能量小,则不易焊牢,所加的压力也不能太大。这个最佳压力是焊接部分的边长与边缘每1mm的最佳压力之积。
超声波金属焊接原理是利用超声频率(超过16KHz )的机械振动能量,连接同种金属或异种金属的一种特殊方法.金属在进行超声波焊接时,既不向工件输送电流,也不向工件施以高温热源,只是在静压力之下,将框框振动能量转变为工作间的摩擦功、形变能及有限的温升.接头间的冶金结合是母材不发生熔化的情况下实现的一种固态焊接.因此它有效地克服了电阻焊接时所产生的飞溅和氧化等现象.超声金属焊机能对铜、银、铝、镍等有色金属的细丝或薄片材料进行单点焊接、多点焊接和短条状焊接.可广泛应用于可控硅引线、熔断器片、电器引线、锂电池极片、极耳的焊接。